太原数控立式钻床制造
发布时间:2023-05-30 01:58:07
太原数控立式钻床制造
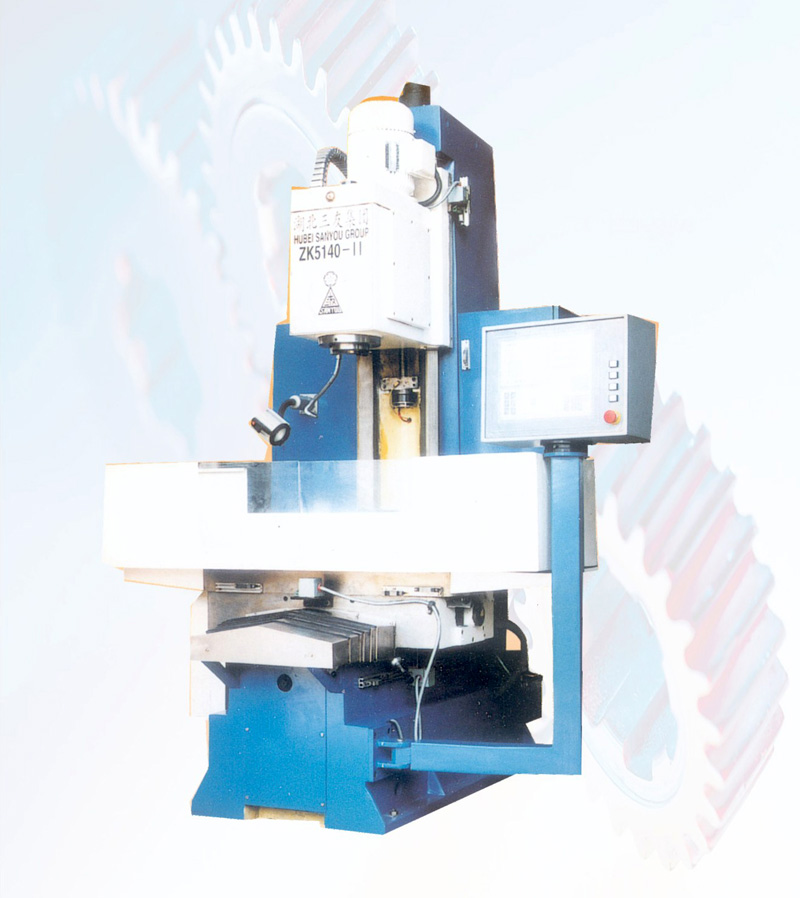
斜床数控车床结构图的详细介绍。1.可执行程序。可执行程序是指零件加工程序的过程,一般由应用程序企业的数控机床技术工程师根据零件图纸编制,并存储在信息内容媒体上,可根据输出设备输入数控设备解决。2.键入/外部设备。目前流行的输出设备关键有:·磁盘驱动器。关键加载存储在硬盘上的生产加工过程。控制面板按h。可执行程序可根据控制面板键入。·DNC插座。数控车床可根据DNC插座(分布式系统数控机床自动控制系统)与上位机软件通信键入程序进行通信。·实际操作电源开关.主轴。按此键入页面手动操作坐标。外部设备的关键是复印机、显示屏和导出插座。外部设备的关键功能是显示和打印。
太原数控立式钻床制造
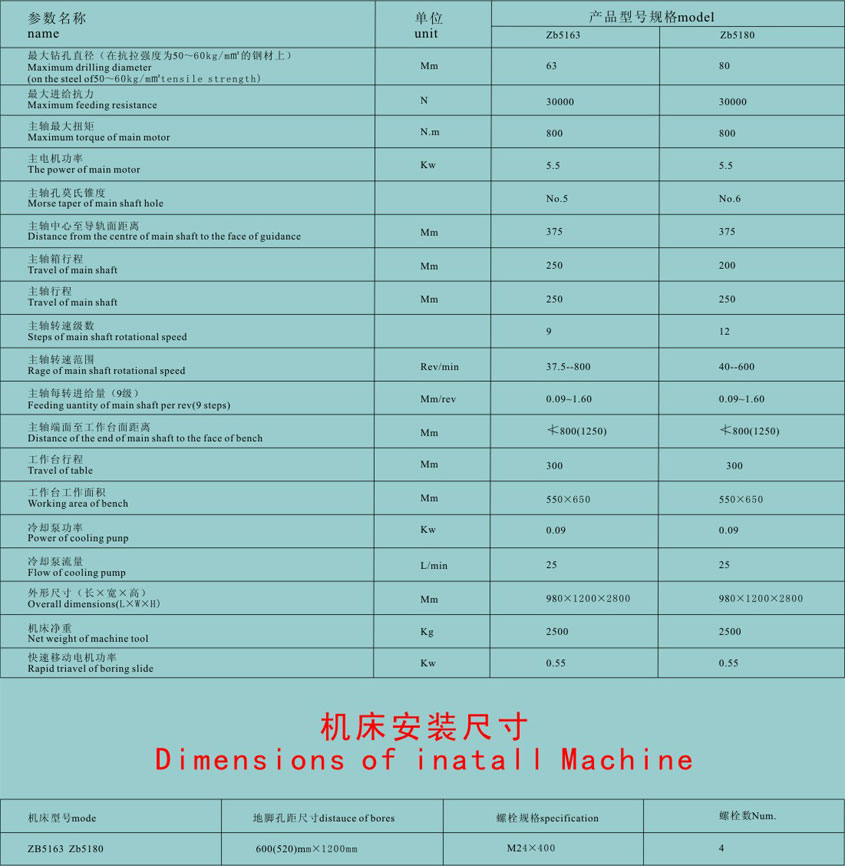
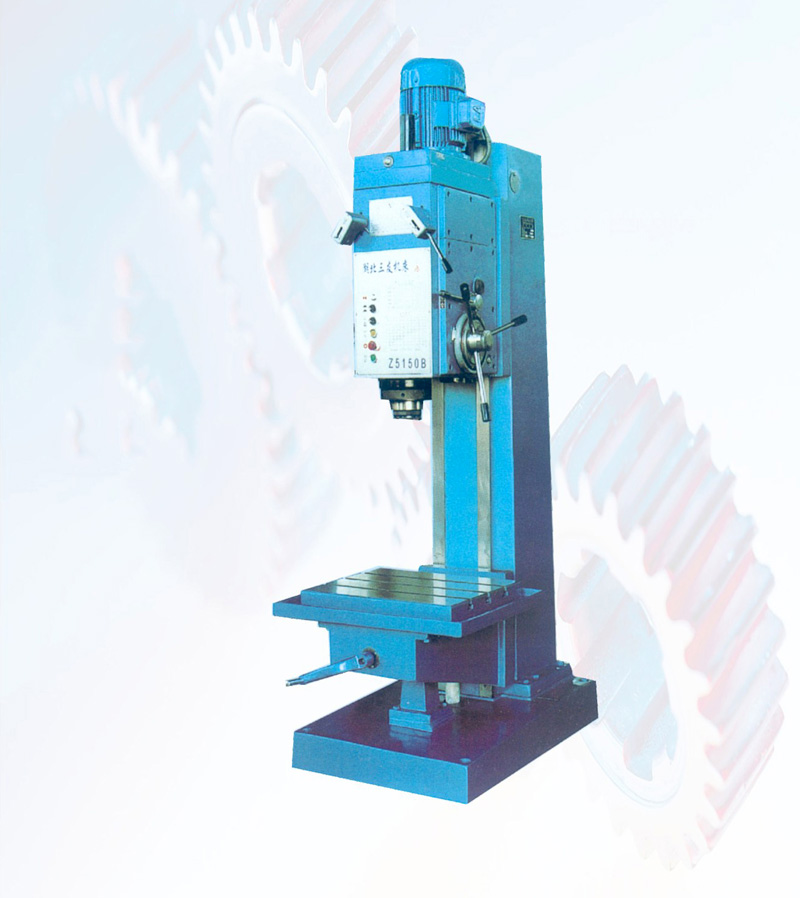
立式钻床主要优势:立式钻床主轴主动改变转速和进给量,工件主动调整方位,完成多工序加工的主动化循环。1.主轴转速规模大,改换转速由主轴箱左边两个手柄及变速开关互相配合加以完成。2.转速设置合理,钻削较大孔径时,有杰出的切削功能。3.变速开关在高低速档均设有反向反转,任意一档转速时均可攻削螺纹。4.托架及作业台夹紧手柄设在下方,其他操作手柄均设在主轴箱上方。
太原数控立式钻床制造
数控铣床铣削常用铣刀:(1)面铣刀,端铣所用刀具为面铣刀,面铣刀可以是套式的,也可以是整体带柄式的。面铣刀适用于加工平面,尤其适合加工大面积平面。面铣刀的主切削刃分布在外圆柱面或外圆锥面上,其端面上的切削刃为副切削刃。(2)三面刃铣刀。三面刃铣刀的外圆周和两边侧面都有切削刃。三面刃铣刀可以加工台肩面、沟槽等.

太原数控立式钻床制造
在工件装夹以前,必须将每一面清理整洁,不可以粘上油、铁屑和尘土,用锉刀(或油石)除去工件表层的毛边。装夹必须将等高速铁表面经磨床磨平,使其光滑平整。码铁,螺帽必须牢固,可靠性好的夹紧工件,针对一些较难夹紧的小工件能够立即夹在虎钳上;机床工作台应维持整洁,无铁屑、尘土和油渍;垫铁一般放到工件四角位置,对跨度过大的工件,必须在中间加上等高的垫铁。用拉尺按图纸尺寸查验工件的长、宽、高是不是合格。安裝工件时,应根据编程作业指导书中的夹紧布局方式,考虑到数控作考虑到避开加工位置及其刀具在加工中可能碰到夹紧的状况。将工件放到垫铁上后,要依据图纸规定工件基准面的拉表,对已磨坏6个表面的工件,要核查垂直度是不是合格。
太原数控立式钻床制造
PLC是用于数控车床各种执行器的程序控制器的逻辑顺序程序。在PLC推出之前,执行器的逻辑顺序程序的关键是汽车继电器路线。PLC的关键是操纵机床的主轴转速比。更换刀具,完成数控车床的功能。推动系统软件有两个关键部分:机床主轴推动和刀推动。驱动系统软件的功能是接受数控设备的命令,并对其进行比较。数据信号变大等实际操作,然后立即推动电机的实施。可以说,推动系统软件是一个分布式数据库,具有前后连接的作用。
太原数控立式钻床制造
变频器是利用电力半导体器件的通断作用将工频电源变换为另一频率的电能控制装置。主要由整流(交流变直流)、滤波、逆变(直流变交流)、制动单元、驱动单元、检测单元微处理单元等组成的。一般而言,变频器必须有几项基本的能力:1、;2、调速;3、保护功能可分为以下两类:(1)检知异常状态后自动地进行修正动作,如过电流失速防止,再生过电压失速防止。(2)检知异常后封锁电力半导体器件pwm控制信号,使电机自动停车。如过电流切断、再生过电压切断、半导体冷却风扇过热和瞬时停电保护等。