南京立式钻床生产
发布时间:2023-07-19 01:56:01
南京立式钻床生产
变频器在机床行业中的应用:由于机床加工范围较广,不同的工件,不同的工序,使用不同的刀具,要求机床执行部件具有不同的运动速度,因此机床的主运动应能进行调速,机床用户对变频器产品的调速作用更为关注。主轴是车床构成中一个重要的部分,对于提高加工效率,扩大加工材料范围,提升加工质量都有着很重要的作用,变频器主要应用于主轴调速系统。目前对客户来说变频器的性价比很高,所以变频器在车床上使用非常普遍。通用变频器要想顺利的使用在机床行业必须有两个重要考虑:一是选用无速度传感器矢量控制的产品,二是要设计在超速运转以提高低速转矩。
南京立式钻床生产
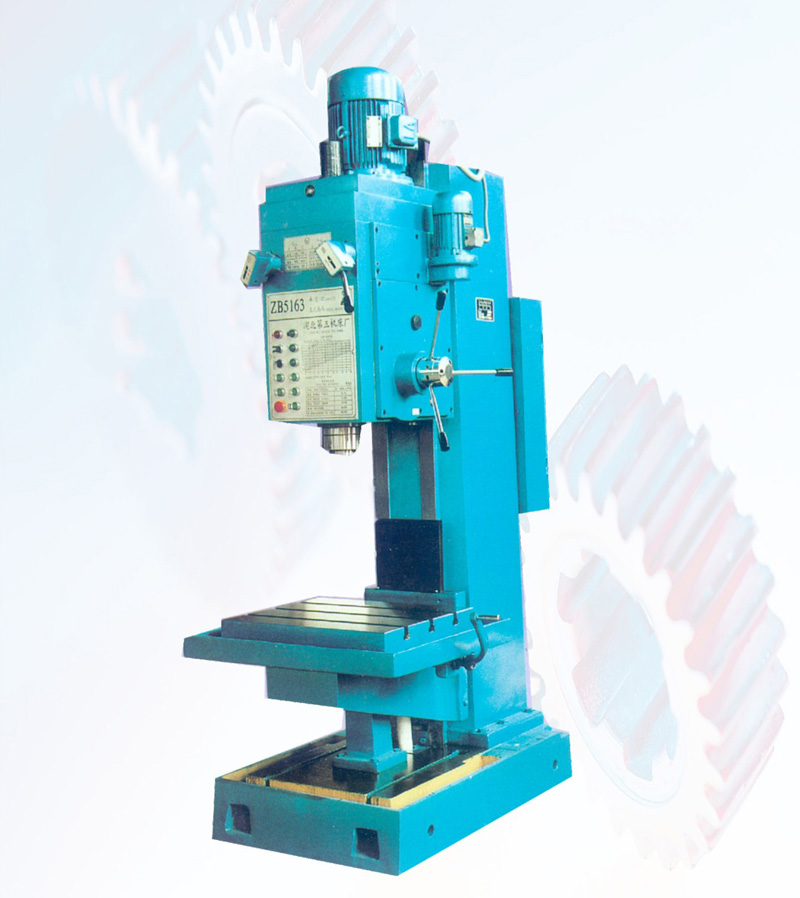
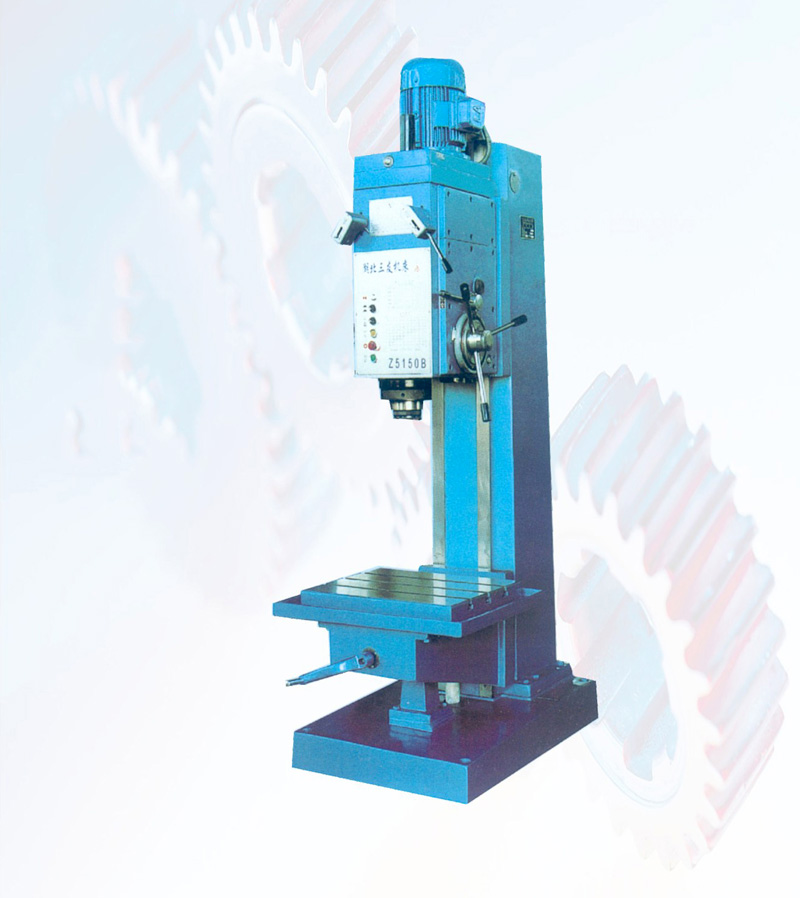
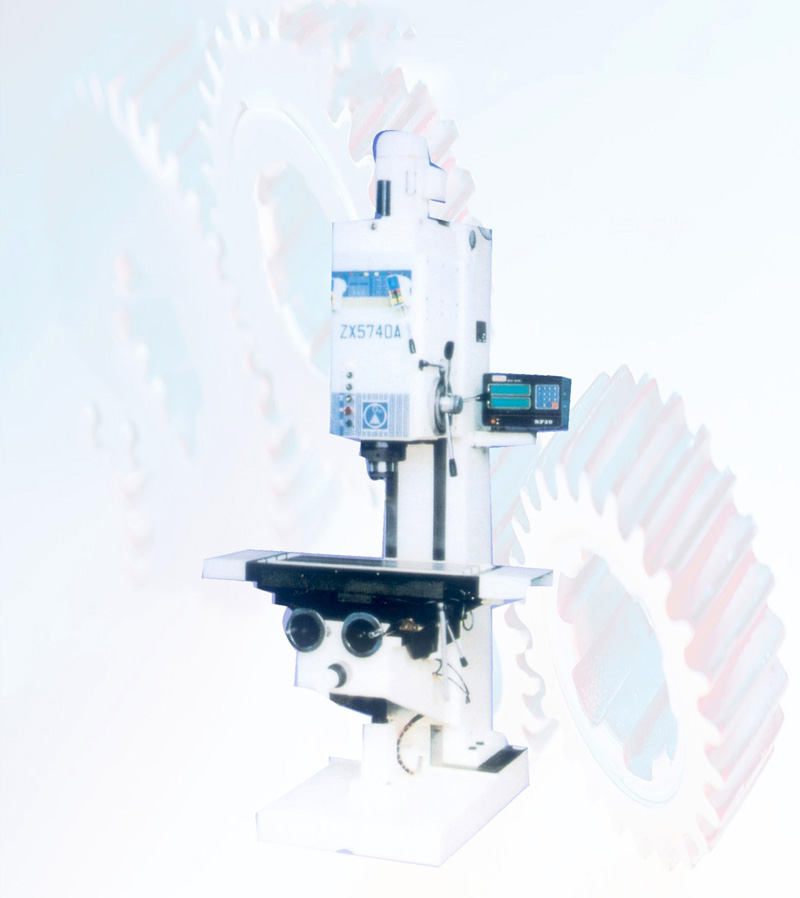
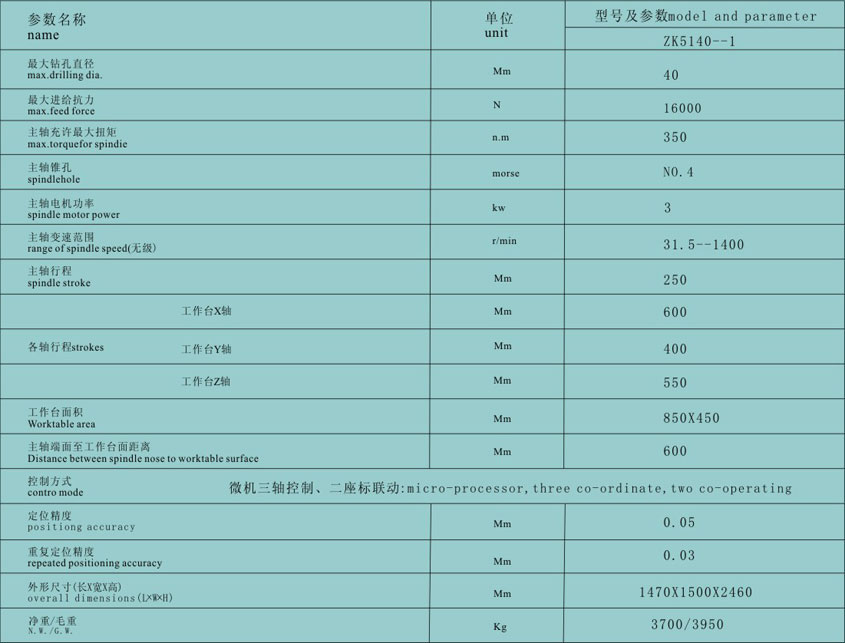
立式钻床在加工前,须先调整工件在工作台上的位置,使被加工孔中心线对准刀具轴线。加工时,工件固定不动,主轴在套筒中旋转并与套筒一起作轴向进给。工作台和主轴箱可沿立柱导轨调整位置,以适应不同高度的工件。立式钻床的结构1底座:用来支撑钻床各部件。2工作台:放置并固定加工工件。3主轴箱:内有主运动及进给运动的传动机构,用来变换钻头的进给。4立柱:支撑主轴箱和工作台,并在立柱上升降。5手柄:手动调节进给量和进给方向。6主轴:用来安装钻头、丝锥、铰刀等,带动刀具做旋转运动。7电动机:控制主轴的旋转运动。
南京立式钻床生产
数控铣床进行铣削加工路途的选择时,先要断定工件是选用顺铣仍是逆铣的方法,选择的标准是机床的进给组织是否有空地及工件表面有无硬皮。工件表面无硬皮,机床进给机械无空地时选用顺铣的方法,若工件表面有硬皮,铣床进给组织有空地时,选用逆铣的方法。几种不同的归纳铣削的进给方法的选择:(1)铣削外归纳的进给路途:选用立铣刀侧刃铣削方法,选择切入路途应当沿切削归纳的延伸线切入,退刀时,要沿归纳的延伸线退刀。用圆弧插补法铣削外圆时,同样沿切线方向进入,退刀时沿切线方向多运动一段距离。(2)铣削内归纳的进给路途:假如归纳不允许外延,进退刀时依照法线方向切入和退出,当铣床选用圆弧插补法铣削时,应当选择从圆弧过渡到圆弧的加工方法,保证加工的精度。
南京立式钻床生产
数控铣床铣削常用铣刀-立铣刀①通用立铣刀,从结构上分为整体结构立铣刀和镶齿可转位立铣刀,饟齿立铣刀又分为方肩式和长刃式,长刃式也称做玉米立铣刀。②圆角立铣刀,当立铣刀端面刃边缘具有刀尖圆角r时,称为圆角立铣刀。立铣刀的刀尖圆角半径提高了铣刀的使用寿命,此类立铣刀常用于加工槽或型腔的过渡圆角。③球头立铣刀,显然,如果中心切削圆角立铣刀的圆角r,等于刀具半径,则刀具端面刃为球面,此时称为球头铣刀。通常球头铣刀的最小尺寸为$12R6mm,球头立铣刀由立铣刀发展而成,可以沿刀具的轴向切入工件,以及沿刀具径向切削,主要用于加工三维的型腔或凸凹模成形表面,也可以用于孔口倒角和平面倒角。④倒角铣刀倒角铣刀用于工件边角处倒角
南京立式钻床生产
数控机床厂家加工系统在运作一段时间以后,在所难免产生一些常见故障,维护情况比较好的数控系统的设备故障率相比较低。系统在运转操作过程中发生一些异常状况,应立即维护和检修,如等级较低的警报,尽管不危害系统一时运作。可是数控机床组装如果不及早开展维护和清除,就会有很有可能导致大的安全事故。比如,电力网品质差,工作电压变化大,假如数控机床网站对于此事状况不高度重视,数控系统长期性在严酷的供电系统环境中运行,会百千万关键控制模块损坏的严重危害。
南京立式钻床生产
立式铣床是一种通用金属切削机床,它主轴锥孔可直接或经过附件安装各种圆柱铣刀、成型铣刀、端面铣刀、视点铣刀等刀具,立式铣床铣头可在笔直平面内顺、逆时针调整 ±45°;X、Y、Z三方向机动进给;它主轴采用能耗制动,制动转矩大,中止敏捷,牢靠。立式铣床的结构:立式铣床的结构外部由工作台,主轴,升降台,电子尺,铣头,基座和开关组成。此外,立式铣床还有两大重要的组成附件:平口钳与铣刀。铣削办法:铣削办法分为顺铣与逆铣。刀旋转方向和工件的进给方向相反时称为逆铣;相一起称为顺铣。