山西数控立式钻床批发多少钱
发布时间:2023-10-05 01:52:01
山西数控立式钻床批发多少钱
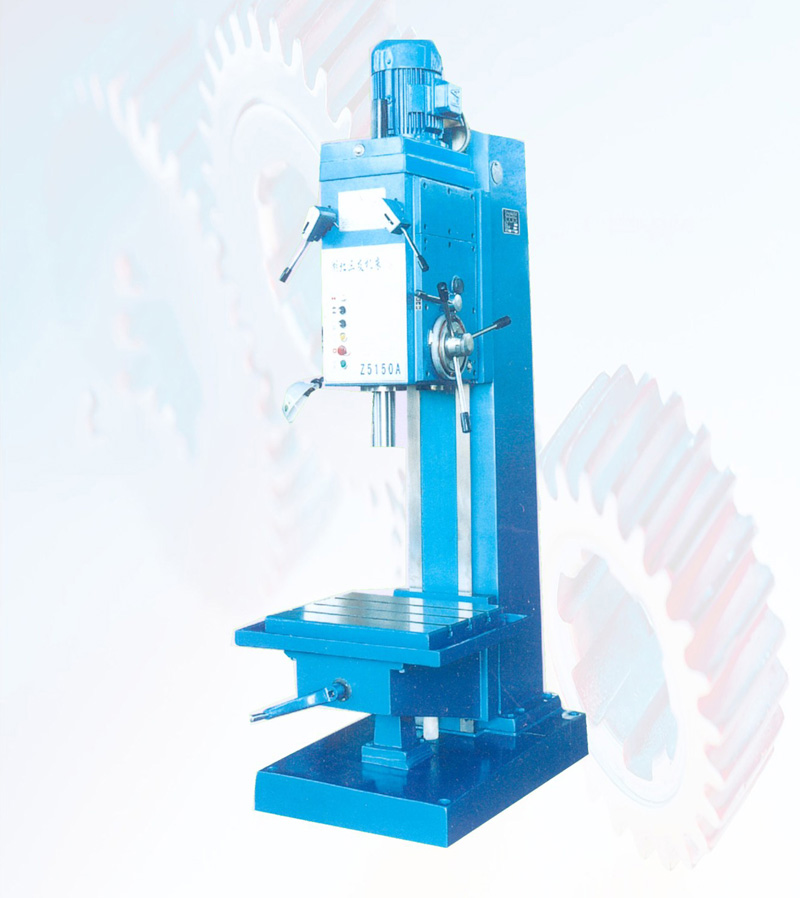
立式钻床在加工前,须先调整工件在工作台上的位置,使被加工孔中心线对准刀具轴线。加工时,工件固定不动,主轴在套筒中旋转并与套筒一起作轴向进给。工作台和主轴箱可沿立柱导轨调整位置,以适应不同高度的工件。立式钻床的结构1底座:用来支撑钻床各部件。2工作台:放置并固定加工工件。3主轴箱:内有主运动及进给运动的传动机构,用来变换钻头的进给。4立柱:支撑主轴箱和工作台,并在立柱上升降。5手柄:手动调节进给量和进给方向。6主轴:用来安装钻头、丝锥、铰刀等,带动刀具做旋转运动。7电动机:控制主轴的旋转运动。

山西数控立式钻床批发多少钱
用计算所得的两个位移分量分别指令两个坐标轴同时运动,这种控制方式称为两坐标联动控制。用半径为R的圆弧切削刃车刀车削曲面零件时,同样也要进行插补运算与刀具半径补偿运算。用半径R=0的切削刃车刀进行加工时,可根据工件的轮廓直接运算,不需考虑刀具中心偏移的问题,故无须进行刀具半径补偿的运算,只做插补运算。能够进行两坐标联动控制的数控机床,一般也能够进行点位和直线控制。

山西数控立式钻床批发多少钱
螺纹铣刀,螺纹铣刀用于铣削内、外蝶纹表面。鼓形铣刀,鼓形铣刀切削刃分布在半径为R的中凸的鼓形外廓上,其端面无切削刃。铣削时控制铣刀上下位置,从而改变刀刃的切削部位,可以在工件上加工出由负到正的不同斜角表面,常用于数控铣床和加工中心加工立体曲面。R值越小,鼓形铣刀所能加工的斜角范围越广,而加工后的表面粗糙度值也越高。这种刀具的缺点是:刃磨困难,切削条件差,而且不能加工有底的轮廓。成形铣刀,常见的几种成形铣刀,成形铣刀一般为专用刀具,即为某个工件或某项加工内容而专门制造(刃磨)的。它适用于加工特定形状面和特形的孔、糟,常用于型模加工。

山西数控立式钻床批发多少钱
数控铣床铣削常用铣刀:(1)面铣刀,端铣所用刀具为面铣刀,面铣刀可以是套式的,也可以是整体带柄式的。面铣刀适用于加工平面,尤其适合加工大面积平面。面铣刀的主切削刃分布在外圆柱面或外圆锥面上,其端面上的切削刃为副切削刃。(2)三面刃铣刀。三面刃铣刀的外圆周和两边侧面都有切削刃。三面刃铣刀可以加工台肩面、沟槽等.

山西数控立式钻床批发多少钱
数控铣床进行铣削加工路途的选择时,先要断定工件是选用顺铣仍是逆铣的方法,选择的标准是机床的进给组织是否有空地及工件表面有无硬皮。工件表面无硬皮,机床进给机械无空地时选用顺铣的方法,若工件表面有硬皮,铣床进给组织有空地时,选用逆铣的方法。几种不同的归纳铣削的进给方法的选择:(1)铣削外归纳的进给路途:选用立铣刀侧刃铣削方法,选择切入路途应当沿切削归纳的延伸线切入,退刀时,要沿归纳的延伸线退刀。用圆弧插补法铣削外圆时,同样沿切线方向进入,退刀时沿切线方向多运动一段距离。(2)铣削内归纳的进给路途:假如归纳不允许外延,进退刀时依照法线方向切入和退出,当铣床选用圆弧插补法铣削时,应当选择从圆弧过渡到圆弧的加工方法,保证加工的精度。
山西数控立式钻床批发多少钱
在工件装夹以前,必须将每一面清理整洁,不可以粘上油、铁屑和尘土,用锉刀(或油石)除去工件表层的毛边。装夹必须将等高速铁表面经磨床磨平,使其光滑平整。码铁,螺帽必须牢固,可靠性好的夹紧工件,针对一些较难夹紧的小工件能够立即夹在虎钳上;机床工作台应维持整洁,无铁屑、尘土和油渍;垫铁一般放到工件四角位置,对跨度过大的工件,必须在中间加上等高的垫铁。用拉尺按图纸尺寸查验工件的长、宽、高是不是合格。安裝工件时,应根据编程作业指导书中的夹紧布局方式,考虑到数控作考虑到避开加工位置及其刀具在加工中可能碰到夹紧的状况。将工件放到垫铁上后,要依据图纸规定工件基准面的拉表,对已磨坏6个表面的工件,要核查垂直度是不是合格。